+86 15633683072
If you are choosing an orbital welding machine, one of the biggest decisions is selecting between an open orbital welding head and a closed orbital welding head.
Both welding heads are widely used in orbital welding systems, but they serve different applications, materials, and welding requirements. The wrong choice can mean rejected welds, wasted time, and frustrated operators.
This guide explains the differences, advantages, disadvantages, and ideal applications to help manufacturers choose the right solution for their orbital pipe welding needs.
We’ve been building both types of orbital welding heads since 1994. We’ve shipped to over fifty countries. We’ve watched customers succeed with open orbital welding head systems on pipeline projects and struggle with them on sanitary tubing. And we’ve seen closed orbital welding head units save high-purity jobs – and get in the way on heavy-wall carbon steel.
Here’s what you need to know.
An open orbital welding head clamps around the outside of the pipe. The welding torch travels along a track that wraps the circumference. The weld zone is exposed to the surrounding air – which is fine for many orbital pipe welding applications but problematic for others.
Fast setup – clamp, align, and start welding. No sealing. No purge chamber to assemble.
Wide diameter range – typically covers 1/2 inch to 8 inches or more.
Wire feed capability – can add filler material, making it suitable for multi-pass welding.
Field-friendly – no fragile seals or complex gas plumbing. Works outdoors in deserts, jungles, and Arctic conditions.
Exposed arc – allows visual monitoring but requires more shielding gas to compensate.
Choose an open orbital welding head when:
Welding thick-wall pipe (schedule 40 and above) – carbon steel or stainless steel
Working in the field – pipeline construction, shipyards, outdoor sites
Needing wire feed – for multi-pass or thick-section orbital pipe welding
Welding large diameters – open heads can cover pipe diameters up to 270 mm (about 10.6 inches)
Requiring flexibility – handles varying pipe sizes with quick adjustments
The open orbital welding head struggles on thin-wall stainless steel – schedule 10 or thinner. The exposed weld zone allows oxygen to reach the root, causing sugaring, oxidation, and loss of corrosion resistance. For high-purity applications like pharmaceutical lines, semiconductor gas systems, and food processing, the open orbital welding head is usually the wrong choice.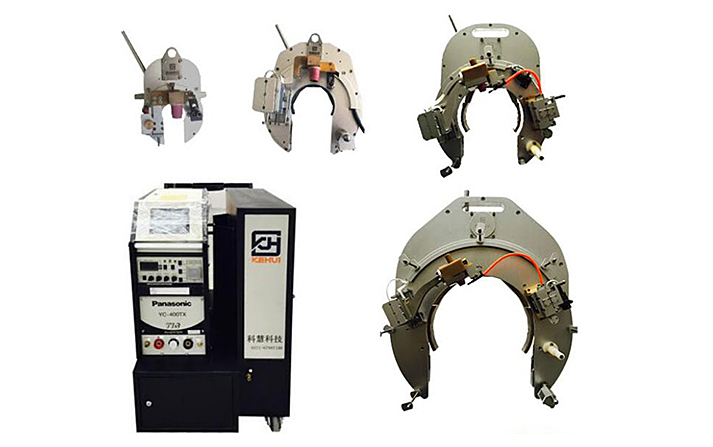
A closed orbital welding head encloses the entire weld zone inside a sealed chamber. The torch rotates inside that chamber. Inert gas floods the chamber before and during welding. The weld is completely isolated from the surrounding atmosphere.
Perfect gas coverage – 100% argon, oxygen-free environment inside the closed orbital welding head
No oxidation – prevents sugaring and contamination
Compact design – takes less radial clearance than most open heads
Autogenous welding – typically fusion welding without filler wire
Water cooling available – for high-duty-cycle applications
Choose a closed orbital welding head when:
Welding thin-wall stainless – schedule 10 or thinner, wall thickness up to 2.3 mm
High-purity applications – pharmaceutical, semiconductor, aerospace, food processing
Tight spaces – compact design fits where open heads won't
Small diameters – typically 1/4 inch to 6 inches
Materials sensitive to oxidation – stainless steel, titanium, zirconium
The closed orbital welding head is slower to set up – sealing and purging take time. It's typically limited to smaller diameters (up to about 4-6 inches). And it's not designed for wire-fed, multi-pass welding on thick-wall pipe.
| Feature | Open Orbital Welding Head | Closed Orbital Welding Head |
|---|---|---|
| Setup time | Fast – clamp and go | Slower – seal chamber, purge |
| Gas coverage | Exposed to air; higher flow needed | Fully sealed; perfect coverage |
| Wire feed | Yes – filler wire supported | No – fusion welding only |
| Best for | Thick wall, carbon steel, field work | Thin wall, stainless, high-purity |
| Diameter range | Up to 270 mm (10.6") | Typically up to 114 mm (4.5") |
| Wall thickness | Any thickness | Typically up to 2.3 mm (0.09") |
| Oxidation risk | Moderate to high on thin wall | Near zero |
| Field suitability | Excellent – no fragile seals | Good – but more delicate |
| Typical applications | Pipeline, construction, shipbuilding | Pharma, semiconductor, aerospace |
The decision between an open orbital welding head and a closed orbital welding head comes down to three factors:
Thin-wall stainless (schedule 10 or thinner) → closed orbital welding head. Oxidation will ruin the weld.
Thick-wall carbon steel or stainless (schedule 40+) → open orbital welding head. Speed and wire feed capability matter more.
Field work (pipelines, construction, shipyards) → open orbital welding head. Simpler, more rugged, no seals to fail.
Shop work, cleanrooms, controlled environments → either, but closed orbital welding head if high-purity is required.
High volume, multiple diameters, wire-fed multi-pass → open orbital welding head. Flexibility and speed.
High purity, thin-wall, fusion welding, traceability → closed orbital welding head. Quality and consistency.
Yes. Some orbital welding machine systems, like our KH-315A 3-in-1, allow you to swap between an open orbital welding head and a closed orbital welding head on the same power source. This gives you the versatility to handle both thick-wall pipe welding and high-purity thin-wall work without buying two complete systems.
We manufacture both types of orbital welding heads:
KHGK – Our open orbital welding head. For pipeline, process piping, carbon steel, and stainless above schedule 10. Fast setup, wide diameter range, field-ready.
KHGC – Our closed orbital welding head. For thin-wall stainless, sanitary tubing, pharmaceutical, and semiconductor. Perfect gas coverage, no oxidation, repeatable results.
KH-315A – 3-in-1 system with interchangeable open orbital welding head and closed orbital welding head heads on one power source.
Every orbital welding machine we sell includes engineer-led training at your site – anywhere in the world. We cover travel and training time. We also provide 24/7 phone support from people who build these machines.
A closed orbital welding head is best for thin-wall tubing (schedule 10 and below). The sealed chamber prevents oxidation, which is critical for stainless steel and high-purity applications.
An open orbital welding head is recommended for thick-wall pipes (schedule 40 and above). It allows wire feed for multi-pass welding, sets up faster, and handles larger diameters.
Yes. Systems like our KH-315A allow you to swap between an open orbital welding head and a closed orbital welding head on the same power source. This gives you versatility for mixed applications.
Closed orbital welding heads typically handle diameters from 1/4 inch to 6 inches (about 6 mm to 114 mm). For larger diameters, an open orbital welding head is usually required.
Start with your material and wall thickness:
Thin-wall stainless or high-purity → closed orbital welding head
Thick-wall carbon steel, field work, or large diameters → open orbital welding head
Mixed work → consider a system that supports both heads
Then consider your environment (field vs shop), production volume, and whether you need wire feed capability.
Choosing between an open orbital welding head and a closed orbital welding head isn't about which is “better.” It's about which fits your material, your environment, and your production needs.
Thin-wall stainless + high purity = closed orbital welding head
Thick-wall carbon steel + field work = open orbital welding head
Mixed work = both heads (KH-315A)
We've been building both types of orbital welding heads since 1994. We've helped customers in over fifty countries make this choice. We can help you too.
If you're not sure which orbital welding head is right for your orbital pipe welding operation, call us. Tell us what you weld, what wall thickness, what environment. We'll recommend the right solution – and if we're not the right fit, we'll tell you that too. Because after thirty-one years, we've learned that the best orbital welding machine isn't the one with the most features – it's the one that solves your problem without creating new ones.
Zhengzhou Kehui Technology Co., Ltd
Email: info@zzkehui.com






 Chinese
Chinese English
English OA
OA Current location:
Current location: Concrete Mixer Drum Robotic Welding Solutions
Concrete Mixer Drum Robotic Welding Solutions  Automobile Body Production Line Welding Fixtures
Automobile Body Production Line Welding Fixtures  Automotive Body Welding Automated Manufacturing Solutions
Automotive Body Welding Automated Manufacturing Solutions  Free-Teaching Programming Welding Robot Cell For I Beam Welding
Free-Teaching Programming Welding Robot Cell For I Beam Welding  No Programming Required Robotic Welding Systems for H beam Welding Line
No Programming Required Robotic Welding Systems for H beam Welding Line