+86 15633683072






| Voltage (3-Phases 50/60Hz) | 220/380V |
| Rated Input Power | 13.9kw |
| Rated input capacity | 14KVA |
| Welding Current Setting Range | 8~400A |
| Filler Wire Speed | 0~1500mm/min |
| Welding speed | 50—150mm/min |
| Capacity of Internal Memory | 100 Programmer |
| Rated load sustained rate | 60% |
| Rated welding voltage | TIG welding 22.6V |
| The rated voltage no-load | 70V |
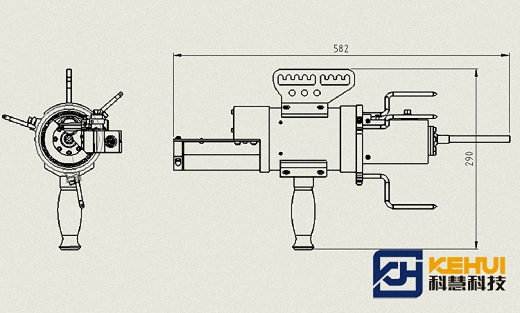
| Weldable tube diameter | 12—80mm |
| Weldable wall thickness | 1—6.5mm |
| Tube biggest stretch out length | 8mm |
| Tube biggest indentation length | 2mm |
| Current up time | 0.1—20S |
| Tungsten pole adjustable Angle | <45° |
| Pulse frequency | 0.5—500HZ |
| Cooling water pressure | 1.2㎏.f/m㎡ |
| Argon gas flow | 8—12L/min |
| Welding Speed | 0.5~5rpm |
| Wire Dia. | ¢0.8 |
Zhengzhou Kehui Technology Co., Ltd
Email: info@zzkehui.com






 Chinese
Chinese English
English OA
OA Current location:
Current location:  info@zzkehui.com
info@zzkehui.com Inquiry Online
Inquiry Online