+86 15633683072


| Feature | Open Head | Closed Head |
| Setup time | Fast – clamp and go | Slower – seal chamber, purge |
| Gas coverage | Exposed to air; internal purge only | Fully sealed; perfect coverage |
| Best for | Thick wall, carbon steel, field work | Thin wall, stainless, high-purity |
| Diameter range | 1/2" to 8" (and larger with custom) | Typically up to 4" or 6" |
| Weight | Lighter | Heavier (sealed chamber adds mass) |
| Oxidation risk | Moderate to high on thin wall | Near zero |
| Typical rejection rate (thin stainless) | 10-15% | Under 2% |
Zhengzhou Kehui Technology Co., Ltd
Email: info@zzkehui.com






 Chinese
Chinese English
English OA
OA Current location:
Current location: Concrete Mixer Drum Robotic Welding Solutions
Concrete Mixer Drum Robotic Welding Solutions  Automobile Body Production Line Welding Fixtures
Automobile Body Production Line Welding Fixtures  Automotive Body Welding Automated Manufacturing Solutions
Automotive Body Welding Automated Manufacturing Solutions  Free-Teaching Programming Welding Robot Cell For I Beam Welding
Free-Teaching Programming Welding Robot Cell For I Beam Welding 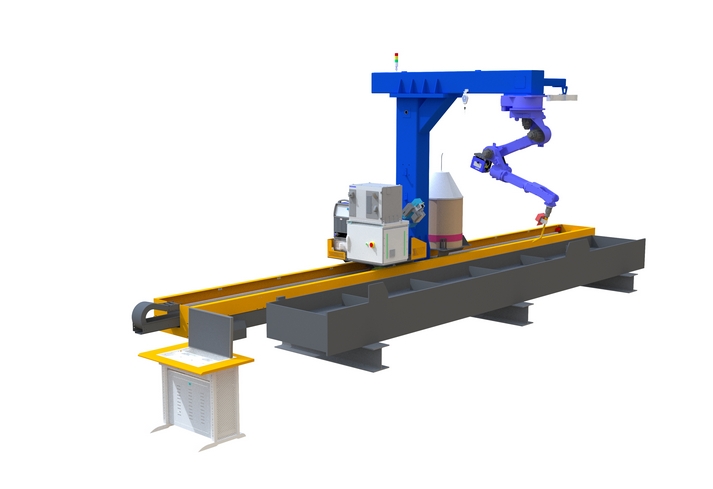 No Programming Required Robotic Welding Systems for H beam Welding Line
No Programming Required Robotic Welding Systems for H beam Welding Line